English
English
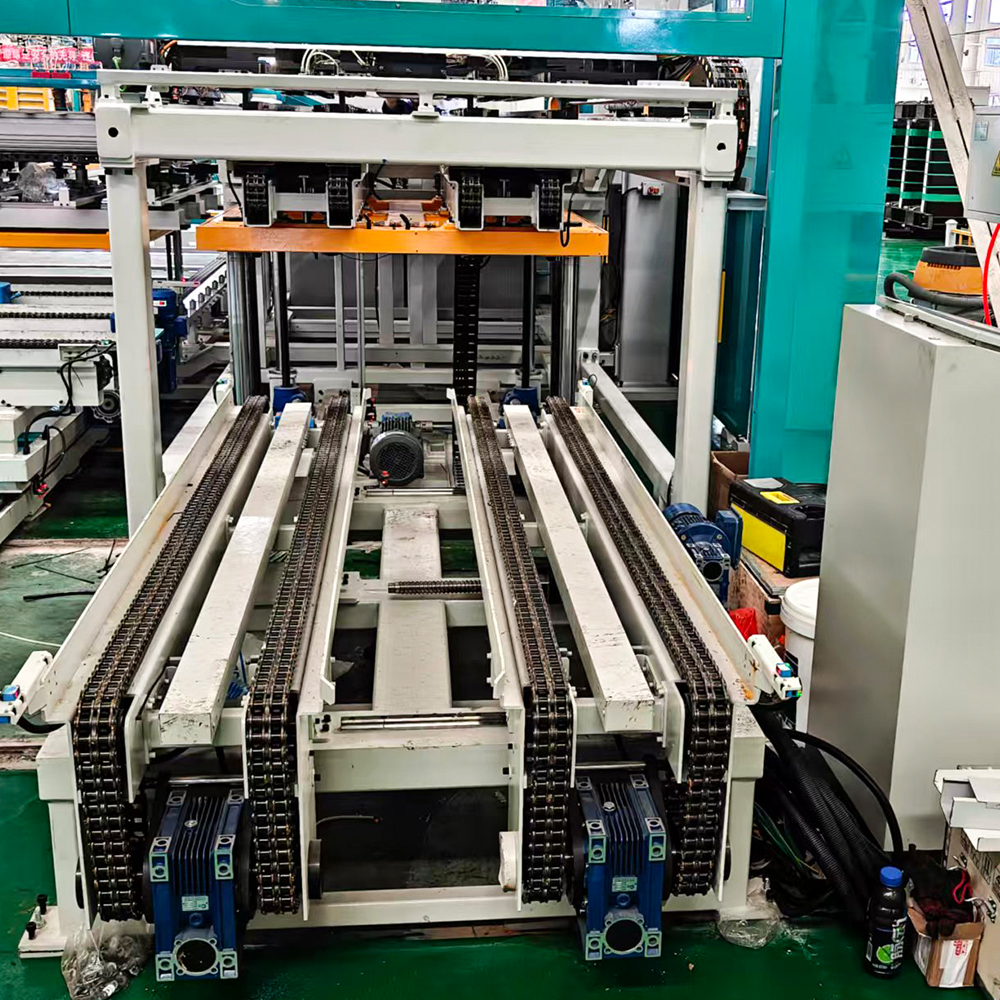
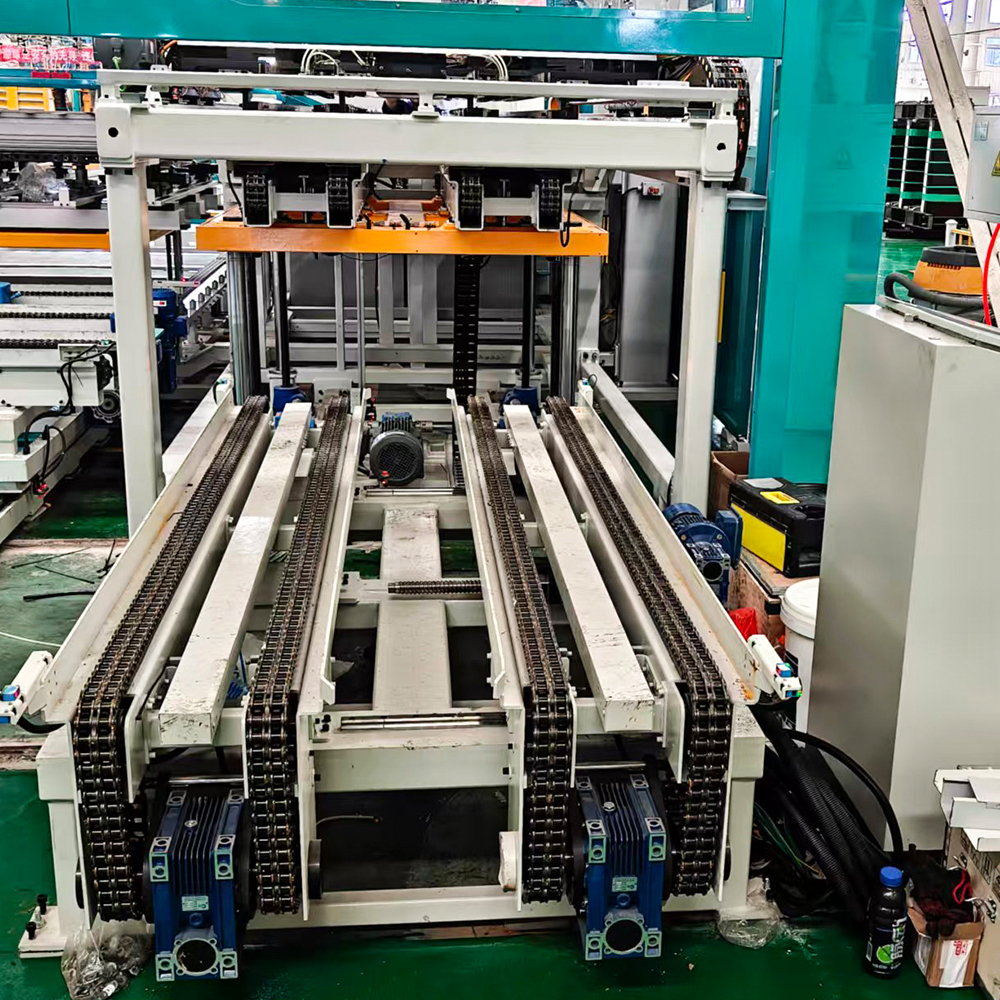
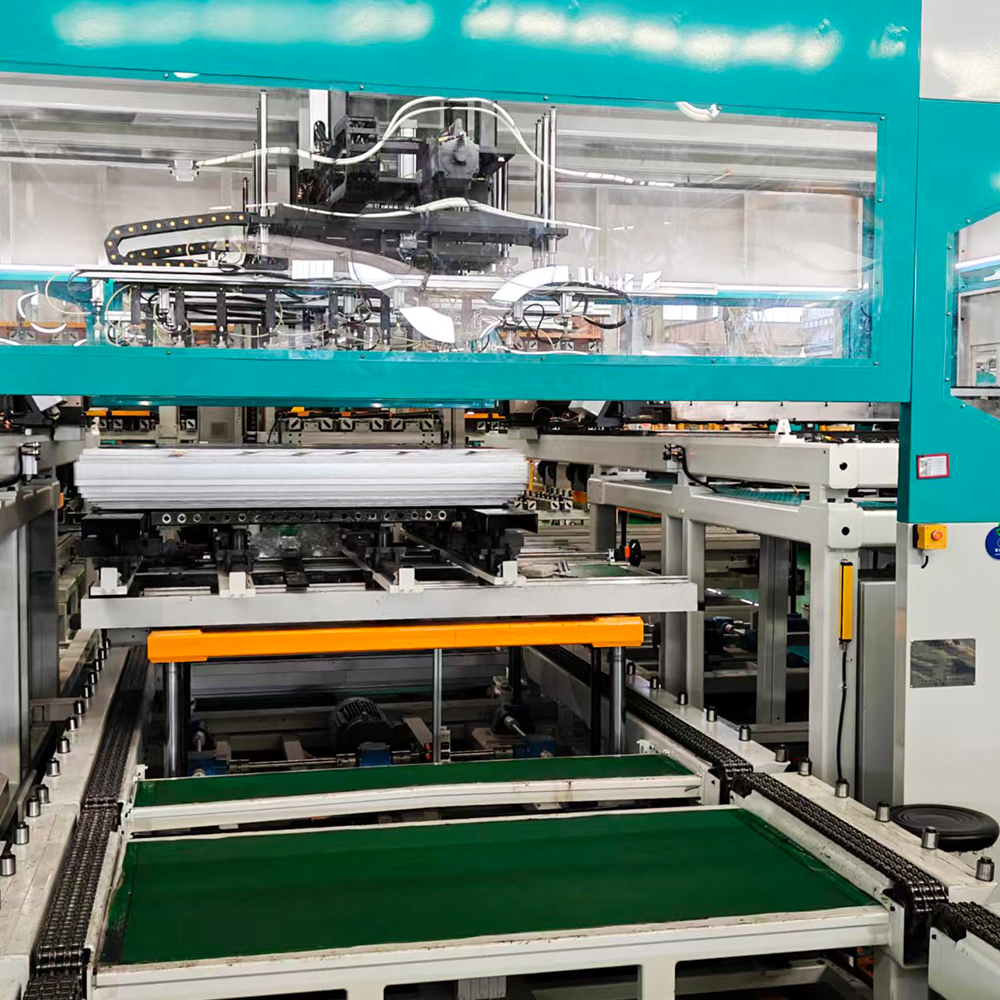
Home / Products / Core Stacking & Assembly Lines / LXD-420-1 Offline Transformer Core Stacking Production Line







Applications
Feedback
Buyer's Responsibilities
- Supply and connect the power cable to the equipment electrical cabinet per public utility conditions; connect the required grounding cable to the designated connection point on the equipment.
- Construction of equipment foundations (including core drilling, PVC conduit, etc.), pipelines, embedded parts, and grounding systems.
- Overhead crane / mobile crane/forklift and other equipment required for unloading, positioning, and installation/commissioning at the buyer's site.
- Compressed air, electricity, and auxiliary materials for equipment commissioning, delivered to the designated location.
- Trial-run materials for commissioning were delivered to the designated location.
Delivery, Acceptance & Inspection
- Inspection standards: this Technical Agreement and the manufacturer's applicable national standards.
- Acceptance and inspection shall be carried out by both parties at the supplier's production site in accordance with the Technical Agreement; equipment is shipped after passing inspection.
- Full performance testing shall be conducted at the end user's site; both parties shall perform item-by-item acceptance per the Contract and Technical Agreement; an Acceptance Report shall be signed by both parties upon passing.
Equipment Composition
| Complete Equipment Composition | |||
| No. | Component | Qty. | Remarks |
| 1 | Yoke Lamination Column & Empty Plate Pre-storage Mechanism | 1 set | |
| 2 | Yoke Lamination Grab & Lift Mechanism and Column Conveyor Line | 1 set | |
| 3 | — | 1 set | |
| 4 | — | 1 set | |
| 5 | Yoke, Center Limb & Side Lamination Mechanical Stacking Equipment Main Body | 1 set | |
| 6 | Finished Product Stacking Elevator | 1 set | |
| 7 | — | 1 set | |
| 8 | — | 1 set | |
| 9 | Center Limb & Side Lamination Grab & Lift Mechanism and Column Conveyor Line | 1 set | |
| 10 | Center Limb & Side Lamination Column, Empty Plate & Mobile Pre-storage Mechanism (incl. running track) | 1 set | |
| 11 | Finished Product Exit Conveyor Line Mechanism | 1 set | |
| 12 | T-Type Finished Product Pre-storage Position | 1 set | |
| 13 | Stacking Platforms | 2 sets | |
| 14 | Main Equipment Protective Cover & Safety Guard Net | 1 set | |
| 15 | Electrical Cabinet (cabinet air conditioner, sub-control box) | 1 set | |
| 16 | Lubrication & Oiling System | 1 set | |
| 17 | Display Screen, Industrial PC, Servo Drives, Frequency Inverter, Servo Power Supply Transformer, Remote I/O Module, Servo Cables & Other Cables, Electrical Switches | 1 set | |
| 18 | Pneumatic Control Components, Cylinders, Air Tubing, Vacuum System, Vacuum Components | 1 set | |
Main Technical Parameters
| No. | Performance Parameter | LXD-440 Type | |
| 1 | Lamination Specifications | Width | 80–440 mm |
| Thickness | 0.18–0.3 mm | ||
| Side Limb Length | 770–2400 mm (tip-to-tip) | ||
| Yoke Length | 770–2400 mm (tip-to-tip) | ||
| Center Limb | 770–1900 mm (tip-to-tip) | ||
| Max Core (L×W×H) | 2400×2400×600 mm | ||
| 2 | Required Lamination Accuracy (supplied by buyer) | S-Value (Bow) | Single-sided error within total length ≤0.1 mm |
| Waviness | Height error within total length ≤2 mm | ||
| Burr | ≤0.02 mm | ||
| Width | ≤±0.1 mm | ||
| Length | ≤±0.2 mm | ||
| Center Limb Angle Deviation (after left/right flip) | ≤0.1 mm | ||
| Length Consistency of Yoke, Side & Center Limb | ≤0.1 mm | ||
| 45° Angle Accuracy of Side, Yoke & Center Limb | ±0.1° | ||
| V-Notch & 45° Angle Overlap (same yoke flipped) | ≤0.1 mm | ||
| 3 | Stacking Accuracy | Same-grade Length Direction | ±0.4 mm (excluding supplied sheet accuracy error) |
| Same-grade Width Direction | ±0.4 mm (excluding supplied sheet accuracy error) | ||
| Same-grade Thickness Error (stacked by sheet count) | ≤1 mm (excluding supplied sheet thickness error) | ||
| Note: | Core accuracy is simultaneously affected by sheet cutting accuracy and stacking accuracy. Manual reshaping after stacking is required to achieve higher precision. If the shutdown for reshaping due to the buyer's higher precision requirements reduces equipment productivity in normal production, responsibility lies with the buyer and is unrelated to the supplier's equipment. | ||
| 4 | Required Column Material Alignment (supplied by buyer) | Sheet Supply & Loading | 1. Sheets are cut into columns by the transverse shearing line or manually stacked in columns according to the core drawing column structure and quantity (each grade count must be exact — excess or missing sheets will affect stacking efficiency and require manual intervention inside the equipment). 2. Both machine-formed and manually stacked columns must meet the column alignment requirements in this specification. 3. If the buyer's column alignment does not meet the technical parameters, or if columns contain extra, wrong, or missing sheets, causing frequent equipment stoppages, the buyer is responsible for resolving the column supply issue. |
| Column Height | ≤600 mm | ||
| 5-Limb Core Column Height Consistency | ≤2 mm | ||
| Same-grade Width Direction Column Misalignment | ≤8 mm | ||
| Same-grade Length Direction Column Misalignment | ≤10 mm | ||
| Same-grade Width Centerline Deviation within Column | ≤5 mm | ||
| Column-to-Plate Width Centerline Deviation | ≤10 mm | ||
| Single-column 45° Bevel Side Misalignment | ≤5 mm | ||
| Single-column Center Limb Tip Misalignment | ≤5 mm | ||
| Single-column Position on Material Plate | Length-direction center position deviation ≤20 mm; End fixed position deviation ≤10 mm | ||
| 5 | Stacking Cycle Time | Approx. 7.5 s | 1 stroke (5 sheets/stroke); approx. 8 strokes/min; approx. 40 sheets/min. Acceptance standard core: Width 260 mm; Length 1500 mm (tip-to-tip) — correct sheet count required, no extra/missing/wrong sheets; auxiliary time not included. |
| 6 | Air Supply | Pressure | ≥0.6 MPa |
| Total Air Consumption (energy-saving vacuum generator) | 1.2 m³/min | ||
| 7 | Equipment Noise | ≤80 dB (measured at 1 m from the equipment) | |
| 8 | Equipment Color | Factory standard: Main color: Light Grey 7035, Sky Blue 5015; Moving parts: Signal Yellow 1003. Custom colors available upon request. | |
| 9 | Working Voltage | Voltage Fluctuation | 380 V ±10% |
| Frequency | 50 Hz ±2% | ||
| 10 | Installed Capacity | 90 kW | |
Main Components & Brands
| No. | Item | Brand |
| 1 | Control System & Touch Screen | Siemens |
| 2 | Servo Drive & Servo Motor System | Siemens |
| 3 | Electrical Components | Schneider low-voltage switches; Panasonic relays or equivalent |
| 4 | Push Buttons | Eaton (Moeller) or equivalent |
| 5 | Detection Switches | Autonics / SICK or equivalent |
| 6 | Solenoid Valves | SMC or equivalent |
| 7 | Cylinders & Regulating Valves | SMC or equivalent |
| 8 | Vacuum System & Suction Cups | SMC or equivalent |
| 9 | Linear Guide Rails | WON / PMI / ROUST WORLD / Jiding or equivalent |
| 10 | Ball Screws | NanGongYi / AHK / DTK / Jinqiu or equivalent |
| 11 | Racks & Gears | Atlanta (Germany) / APEX or equivalent |
| 12 | Variable-frequency Motors | Siemens (Bode) / Jiegong / Yinda or equivalent |
Technical Documentation
| No. | Document Name | Quantity |
| 1 | Equipment Parts & Spare Parts List | 2 copies |
| 2 | Certificate of Conformity | 1 copy |
| 3 | Electrical Schematic Diagram | 2 printed copies + 1 electronic file |
| 4 | Electrical Wiring Diagram | 2 printed copies + 1 electronic file |
| 5 | Electrical Component Manuals | 1 copy each |
| 6 | Equipment Operation Manual (operating procedures, maintenance & service norms) | 2 printed copies + 1 electronic file |
| 7 | Installation Floor Plan | 1 printed copy + 1 electronic file |
Installation, Commissioning, Training, After-Sales Service & Warranty
| Installation, Commissioning & Training | The supplier's engineers provide free on-site training on operation, maintenance, upkeep, and process guidance. | Time required: Installation and commissioning are generally completed within 2 weeks. Personnel training (equipment operators and maintenance technicians) begins simultaneously with installation and ends upon completion of installation. |
| After-Sales Service | If equipment problems arise, the supplier dispatches personnel for repair and provides basic troubleshooting and daily maintenance guidance to the buyer's mechanical and electrical maintenance staff. | |
| Daily Response Time | Response within 24 hours. On-site arrival: same day within the supplier's province; next day for other provinces. | |
| Holiday Response Time | Response within 24 hours. On-site arrival during holidays if the buyer has on-duty personnel. | |
| Note: | 1. For faults requiring on-site service, arrival is generally within 48 hours; phone resolution is preferred where possible. 2. The supplier provides lifetime service; discounted spare parts, components, and technical support continue after the warranty period. 3. If the buyer defaults on payment after equipment acceptance, the supplier makes no warranty commitment. | |
| Warranty Period | 12 months from the date of final acceptance. During the warranty period, if a fault arises due to equipment quality issues or correct operation per the supplier's procedures, the supplier provides free parts and repair at no cost to the buyer. If a fault arises due to failure to follow operating procedures or overloading, the supplier promptly resolves the fault and charges only the component cost. | |
More recommendations